What Is an OD Grinder and How Does It Function in Precision Machining?
An OD grinder is a cylindrical grinding machine designed to remove material from the external surface of a rotating workpiece to achieve tight dimensional tolerances and refined surface finishes. The process relies on a rotating abrasive wheel that gradually removes microscopic layers of material while the workpiece turns between centers or in a chuck.
The defining characteristic of OD grinding is its ability to produce highly concentric, round, and dimensionally accurate cylindrical parts. Unlike general machining operations, which remove larger volumes of material through cutting tools, OD grinding operates at a fine scale. Material removal rates are lower, but precision is significantly higher.
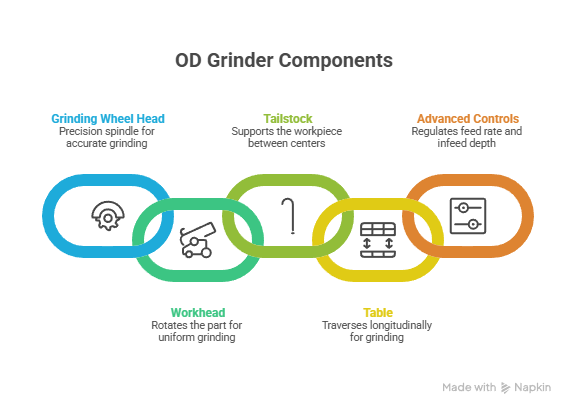
An OD grinder typically includes:
- A grinding wheel head with precision spindle
- A workhead that rotates the part
- A tailstock for support between centers
- A table that traverses longitudinally
- Advanced controls for feed rate and infeed depth
The machine’s rigidity, spindle accuracy, and thermal stability determine its performance. Precision grinding environments demand vibration control, consistent coolant delivery, and exact alignment.
Which Components and Industries Depend on OD Grinding?
OD grinding is essential wherever cylindrical components must meet strict dimensional and surface requirements. Many critical parts cannot function reliably without final grinding operations.
Common components include:
- Shafts and spindles
- Hydraulic rods
- Bearing journals
- Gear blanks
- Axles
- Tooling components
- Aerospace landing gear elements
Industries relying on OD grinders include:
- Aerospace manufacturing
- Automotive production
- Oil and gas equipment fabrication
- Heavy industrial machinery
- Power generation
- Defense systems
Surface integrity and dimensional accuracy directly affect performance, safety, and service life. In aerospace or automotive applications, even minor deviations in roundness or concentricity can result in vibration, premature wear, or catastrophic failure.
Why OD Grinding Is Used Instead of Conventional Turning
OD grinding is used when conventional turning cannot achieve the required tolerance, geometry, or finish. Lathe operations are efficient for bulk material removal but are limited by tool deflection, material hardness, and achievable surface finish.
Grinding becomes necessary when:
- Tolerances fall within ±0.0001 inches
- Surface finish requirements reach 16 microinch Ra or finer
- Hardened materials must be machined
- Roundness and concentricity are critical
- Heat treatment distortion requires correction
Grinding wheels maintain form accuracy even on hardened steel, carbide, or specialty alloys. The process generates minimal cutting forces compared to turning, reducing deformation of slender workpieces.
In high-performance components, grinding is often the final step before inspection and assembly.
How OD Grinders Achieve Tight Tolerances and Surface Control
Precision in OD grinding is achieved through controlled infeed, consistent wheel dressing, thermal management, and machine rigidity. The interaction between wheel and workpiece must be predictable at microscopic levels.
Key performance drivers include:
- Wheel composition and grit selection
- Dressing frequency and technique
- Workpiece rotational speed
- Feed rate control
- Coolant delivery consistency
- Machine spindle accuracy
Wheel dressing restores sharpness and geometry. Without proper dressing intervals, surface finish deteriorates and heat generation increases.
Thermal control is equally critical. Grinding heat can cause expansion that temporarily alters dimensions. High-end OD grinders incorporate temperature stabilization systems to maintain geometric consistency.
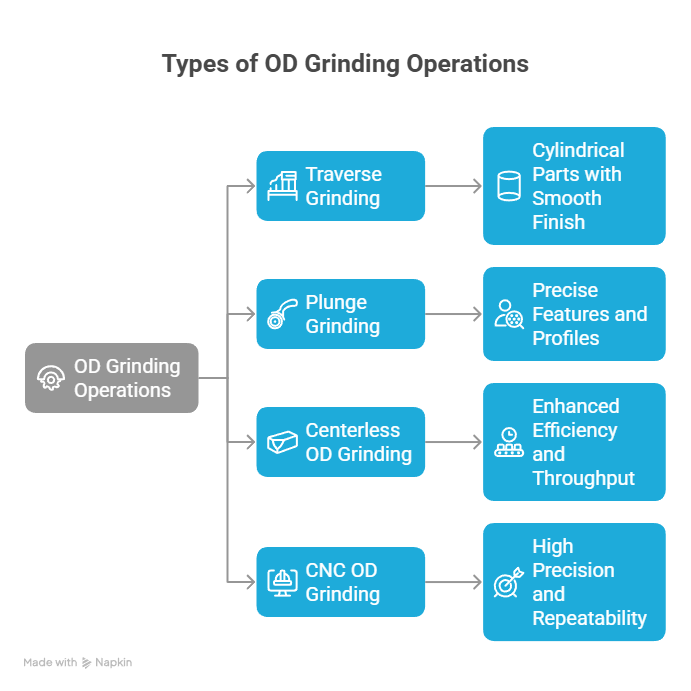
Types of OD Grinding Operations and Their Applications
Different OD grinding methods serve specific part geometries and production environments.
Traverse Grinding
Traverse grinding moves the wheel longitudinally across the workpiece. It is used for long cylindrical surfaces requiring uniform finish and diameter control.
Plunge Grinding
Plunge grinding feeds the wheel directly into the workpiece without longitudinal movement. It is effective for shoulders, grooves, and stepped diameters.
Centerless OD Grinding
Centerless grinding supports the part between a grinding wheel and regulating wheel rather than between centers. It is ideal for high-volume production of consistent cylindrical parts.
CNC OD Grinding
CNC-controlled machines enable automated multi-diameter grinding in a single setup. They improve repeatability and reduce operator variability in complex part geometries.
Each method is selected based on volume requirements, part complexity, and tolerance demands.
Evaluation Criteria for Selecting an OD Grinder
Selecting an OD grinder requires analysis of production volume, tolerance targets, part size, and operational environment. Machine capability must align with long-term production goals rather than immediate needs.
Critical selection factors include:
- Maximum swing diameter
- Distance between centers
- Spindle horsepower
- CNC vs manual control
- Automation compatibility
- Maintenance accessibility
- Thermal stability features
The table below illustrates evaluation considerations:
| Evaluation Factor | Impact on Production | Risk if Underspecified |
| Distance Between Centers | Determines maximum part length | Inability to process key components |
| Spindle Power | Affects material removal capability | Surface burn or slow cycle times |
| CNC Capability | Enables multi-diameter control | Increased operator variability |
| Automation Support | Supports high-volume output | Labor inefficiency |
| Thermal Stability | Maintains dimensional accuracy | Drift in tight tolerance work |
A mismatch between machine capacity and production demand creates operational bottlenecks.
Operational Risks Associated with OD Grinding
Improper grinding setup introduces dimensional errors, metallurgical damage, and premature component failure. Grinding is unforgiving when process controls are neglected.
Common risks include:
- Surface burn from excessive heat
- Residual tensile stress
- Wheel glazing
- Poor roundness due to misalignment
- Chatter from vibration
- Undersized diameters from over-grinding
Surface burn is particularly critical. Overheating can alter metallurgical properties, leading to crack formation under load. Controlled feed rates and adequate coolant flow mitigate this risk.
Vibration control also affects finish quality. Even minor machine imbalance can produce harmonic patterns on the workpiece surface.
How Workforce Skill Impacts OD Grinding Quality
The effectiveness of OD grinding depends on operator understanding of wheel selection, dressing intervals, and process variables. Although CNC automation improves repeatability, setup expertise remains essential.
High-quality grinding environments require:
- Skilled setup technicians
- Preventive maintenance routines
- Process documentation
- Dimensional verification protocols
- Continuous improvement feedback loops
Grinding errors are often subtle and cumulative. Early detection through in-process gauging and final inspection prevents costly scrap.
Manufacturers with insufficient skilled labor frequently experience higher rejection rates, slower cycle times, and inconsistent finish quality.
Why Regional Supplemental Services (RSS Inc.) Is a Strategic Workforce Partner
Regional Supplemental Services (RSS Inc.) provides specialized workforce solutions that support high-precision manufacturing environments, including operations requiring OD grinding expertise. Precision machining facilities face ongoing challenges in recruiting skilled grinders and machinists capable of maintaining strict tolerances.
Manufacturing employers benefit from workforce partners that understand:
- Skilled trades placement
- Industrial staffing dynamics
- Production scheduling requirements
- Compliance and safety standards
- Rapid workforce scaling needs
Regional Supplemental Services (RSS Inc.) bridges the labor gap by connecting manufacturers with qualified machinists, grinders, and industrial technicians. Reliable staffing reduces downtime, maintains quality standards, and supports consistent production throughput.
For facilities where precision grinding directly impacts product performance, workforce reliability becomes a strategic asset rather than a secondary consideration.
OD Grinder Maintenance Requirements for Sustained Accuracy
Consistent machine performance requires disciplined maintenance protocols. Grinding equipment operates within narrow tolerance bands; even minor wear can introduce measurable error.
Maintenance best practices include:
- Regular spindle runout checks
- Scheduled wheel balancing
- Coolant filtration monitoring
- Way lubrication verification
- Alignment inspections
- Dressing system calibration
Preventive maintenance prevents gradual drift in geometry. Without it, dimensional variation increases gradually until parts fall outside specification.
Grinding equipment represents a capital investment. Longevity depends on proactive oversight.
OD Grinding vs ID Grinding: What Distinguishes the Processes?
OD grinding removes material from the external surface of a cylindrical part, while ID grinding focuses on internal bores. The primary distinction lies in accessibility and tooling configuration.
| Feature | OD Grinding | ID Grinding |
| Surface Targeted | External diameter | Internal bore |
| Tool Accessibility | Open surface | Restricted interior |
| Heat Dissipation | More efficient | More concentrated |
| Setup Complexity | Moderate | Higher |
ID grinding requires smaller wheels and greater precision due to limited access. While both processes share principles, their machine configurations and thermal characteristics differ significantly.
OD Grinder – Frequently Asked Questions
What does OD stand for in OD grinder?
OD stands for “outside diameter,” referring to the external cylindrical surface being ground.
How accurate is an OD grinder?
High-precision OD grinders can hold tolerances within ±0.0001 inches when properly maintained and operated.
Can OD grinding be performed on hardened steel?
Yes. OD grinding is commonly used on heat-treated and hardened materials that are difficult to machine conventionally.
What surface finish can OD grinding achieve?
Surface finishes as fine as 8–16 microinch Ra are achievable depending on wheel selection and process control.
Is CNC OD grinding better than manual grinding?
CNC grinding improves repeatability and efficiency, particularly for complex geometries and multi-step operations.
How often should grinding wheels be dressed?
Dressing frequency depends on material and wheel type but must occur regularly to maintain surface quality and dimensional control.
What causes grinding burn?
Excessive heat from improper feed rates, dull wheels, or insufficient coolant typically causes grinding burn.